For control TeknoConvey using programmable logic controls (PLC) allow the easy control and supervision of the operation.
TeknoConvey can produce specify carbon, stainless steel or epoxy coated.
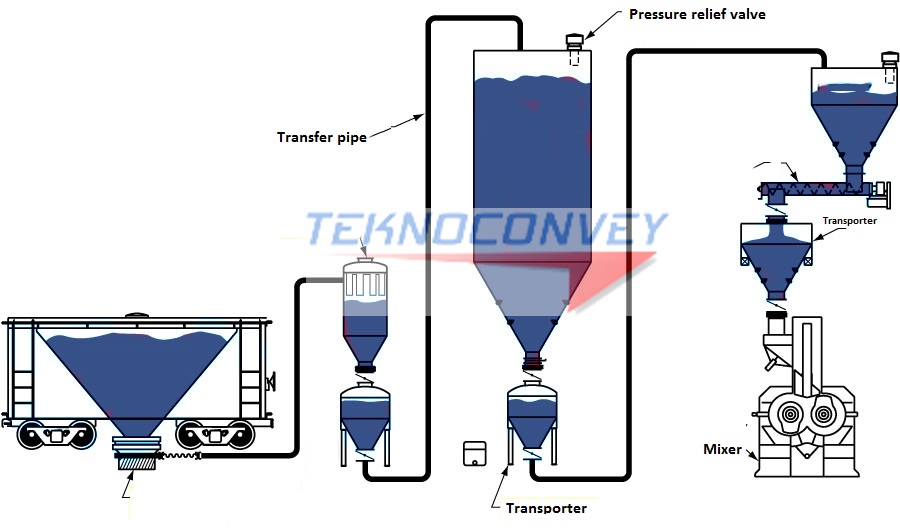
Powder loading and unloading, in-plant transfer, transfering of batchs. The best material-to-air ratios and lowest convey line velocities for the biggest rate with slighty handling
TeknoConvey dense phase pneumatic tranport systems are the best when conveying products highly abrasive products Dense phase pneumatic transporting uses high pressure air combined with so low velocity to convey product and can be supplied for various conveying capacities up to 200 tonnes per hour over distances up to 500 metre.
TeknoConvey high qualities pressure vessels designed to long time using the high pressure differential requirement rather than an rotary feeder as used on dilute phase pneumatic transport systems. There is some limited number of moving parts give the dense phase conveying a big advantages over a rotating device and any mechanical trasport sytem such us bucket elevator or belt conveyor.
Suitable for abrasive and friable all type products
Dense phase conveying combined with big-bag discharge unit
Capacities up to 200 tonnes per hour
High pressure low conveying velocities
Conveying velocity 2 - 8 m / sec
Conveying pressure up to 5 bar
Batch conveying
Minimal product damage the any meachanical transport systems
More longer conveying distances
Notes of our experiences;
Dense phase conveying system design
The pressure drop in a dense phase pneumatic transport system is highly dependent on a number of physical properties of the bulk material itself. The properties of the material influence the frictional losses within the convey line. Of course, the surface roughness of the convey line plays a role in this. With most materials, smoother pipes will reduce the friction coefficient and reduce pressure. There can be exceptions to this rule, but will be with some powder applications only. Once a specific material is conveyed and the friction coefficient is calculated, the friction coefficient will remain constant . Our engineers can give very accurate results for predicting pressure drops and airflow requirements for a dense phase system, especially when the product friction coefficient has been determined first.
The friction coefficient value can be slightly different for the same material. One noted observation is that when the horizontal line length is very short (<15 mtr) or the vertical distance is more than the horizontal distance, the value of the coefficient often will be some what higher and is at the upper end of the range specified for a particular material. This phenomenon can be explained by the sensitivity of the energy balance equation with these parameters. It typically is not a problem because the system is normally designed for some longer pipe run. The pressure drop associated with a short pipe run (for example, a blending operation) is normally not critical to the entire system design.
Material temperature may have a significant influence on the product friction coefficient. Many plastics fall into this category. It is important to know what the softening temperature of the material is in order to predict, or select a coefficient from our engineers.
Pneumatic Transporting Pipe sizes: Our engineers will allow you to select up to pipe sizes ranging from 2 inch to 14 inch in diameter. Alsıo we will select a single convey line size and the desired internal pipe diameter, the desired material convey rate, the piping distances, and the quantity of 90 degree elbows. Notes: Two 45 degree elbows are equal to one 90 degree elbow.
Pneumatic Transport Convey rate is the desired instantaneous product transfer rate. If a pressure pot vessel will be used in the system design, then it may be necessary to perform the "pressure pot sizing calculation" prior to performing this calculation with our engineers
Velocity leave the pick-up air at 120 mtr/min unless you are familiar with the minimum pick-up velocity of the material. This is a good starting point for most pelletted materials.
Ambient pressure is important for obtaining the correct airflows. The airflows are converted to standard conditions so there is no confusion later as to the correct requirement for the mass flow of air.
If the terminal velocity is more than 450 mtr /min, you must consider with our engineers the next larger line size.
If the pressure drop is greater or equal to your proposed supply pressure, increase the pipe size.
Pneumatic Transport Convey line stepping
There are a number of reasons for stepping the convey line piping. Typically, there will be no advantage in doing so unless the total line length is more than about 15 mtr. Here are the main reasons for stepping the convey line:
The product is extremely fragile and line velocities must be kept to a minimum.
One line size is too small, but the next size seems too large.
Terminal velocities exceed 450 mtr /minute.
Energy consumption is critical to the system design.
Choose right pressure pot or vessel sizing
The pressure pot sizing calculated by our engineer to give the customer a "working volume" for the pressure vessel in order to achieve an average product convey rate. All pressure pot designed pneumatic transport systems have some dead time. Dead time is referred to as the time necessary for valve switching, and pressurizing, depressurizing, and filling of the vessel. During these times, there is no transfer of material. In order for the "average" transfer rate to be realized, a greater "instantaneous" feding rate must be produced. It is typical for the system designer to design the convey line for an instantaneous feeding rate at 1.5 times the average rate. The physical dimensions of the vessel can vary due to installation restrictions, product type, etc.
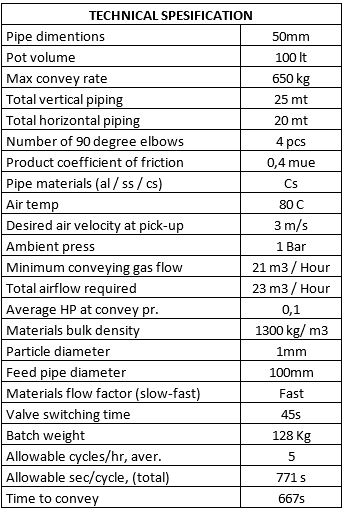
A calculation is made which approximates the flow of products through a hopper with a specific discharge flange opening diameter. The necessary product input parameters for the calculation are: bulk density, particle diameter, angle of repose, opening diameter, and material flow factor. Entering the above values will provide a solution for estimating the fill rate (in kg/hr) and the time (in seconds) necessary to fill the vessel to the working volume. NOTE: The vessel volume can be minimized by keeping the fill pipe as large as possible.
For the best theory and design of dense phase pneumatic transport systems please contact with TeknoConvey.
Our Aplications for pneumatic transport dense phase systems;
PLASTIC PELLETS, HDPE, LDPE, LLDPE, NO SLIP, LLDPE, WITH LOW SLIP, LLDPE, WITH HIGH SLIP, ULDPE, HMWPE, UHMHPE, PP-HOMO POLY, PP-CO POLY, PET, ABS, , PA, NYLON, PVC, PIGMENTS, ORGANIC, PIGMENTS, INORGANIC, OXIDE, METALLIC, TITANIUM, OXIDE, METALLIC, IRON, OXIDE METALLIC, ZINC, OXIDE, METALLIC, LEAD, OXIDE, METALLIC, CHROMIUM, OXIDE, METALLIC, NICKEL, CENTRIFUGE CAKE, FLUOROCARBONS, SLUDGES POWDER, SOY BEAN MEAL, COTTON SEED, HIGH-FAT BAKERY ,CALCIUM CARBONATE, DISPERSION RESIN, WOOD CHIPS, SAWDUST, PLASTIC REGRIND, ASBESTOS FIBERS, FIBERGLASS STRANDS, CHOPPED PAPER, CHIPS, STEEL, BRASS, ALUM, BAGASSE (AGRI RESIDUE), PTFE, PC, COATED PRILLS, SILICA SAND, DRY SALT, PELLETIZED MATERIALS, ION-EXCHANGE RESIN, LIMESTONE, FLUORSPAR, PULVERIZED MINERIAL ORE, SODA ASH, FINE SILICA SAND, GROUND COKE, MEDIUM-GRADE SUGAR, POTASH, HYDRATED LIME, CEMENT, SILICA GEL, STARCH, CLAY, POLYMER POWDERS ,CARBON BLACK, PEARLITE, BAKING FLOUR, BARYTES, COKE FINES, SUGAR, POWDERED, FLY ASH, ALUMINA, CALCINED COKE, CALCINED LIME, PHOSPHATE, LEAD OXIDE







 VIDEO GALLERY /
VIDEO GALLERY / 






